Л Сикорук - Телескопы для любителей астрономии
В заключение заметим, что толщина металлического шлифовальника должна быть такой же, как и толщина зеркала. Во-вторых, формула, приведенная в начале параграфа для вычисления диаметров ступенек, справедлива для параболоида. Так как наше зеркало очень мало отличается от параболоида, во время шлифовки этой разницей можно совершенно пренебречь. Однако в тех случаях, когда читатель захочет выточить ступенчатый шлифовальник для шлифовки линз большой кривизны, придется воспользоваться точной формулой для сферы, так как при значительных радиусах кривизны отступления параболоида от сферы значительны. В этом случае диаметр ступеньки вычисляется по формуле
При вытачивании вогнутых шлифовальников расточка ведется от просверленного в центре отверстия диаметром 6--8 мм для больших и 2--3 мм для малых шлифовальников. Величина подачи резца (к себе) берется из четвертой колонки таблицы. Пятая колонка в этом случае не нужна.
2. ШЛИФОВАЛЬНО - ПОЛИРОВАЛЬНЫЕ СТАНКИ
Читатель, знакомый с механическими работами, и уж, наверное, кружок телескопостроения могут сделать себе шлифовальную машину, работа на которой значительно приятнее ручной обработки зеркала. Так как машина освобождает руки любителя, он может во время шлифовки зеркала значительную часть времени высвободить для других целей. Машина позволяет увеличить давление и, следовательно, скорость обработки зеркала. Скорость обработки возрастает еще и потому, что при машинной обработке гораздо больше времени идет как "чистое" время шлифовки, тогда как при ручной много времени тратится непроизводительно. Наконец, станок позволяет чище и качественнее выполнить шлифовку и полировку.
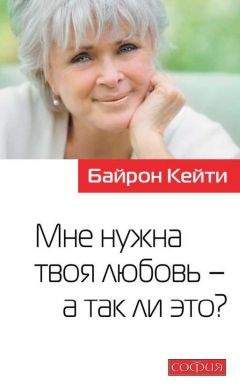
Как правило, все шлифовально-полировальные станки имеют две главные детали--шпиндель, на котором вращается шлифовальник, и поводок, который заставляет зеркало совершать поступательные движения. Рассмотрим кинематическую схему простого станка (рис. 96).
Электродвигатель 1 мощностью 50--100 ватт через редуктор приводит во вращение вал кривошипа 2. Кривошип заставляет через шатун 3 качать "хобот" 4 с поводком 5. Поводок заставляет качаться зеркало 6, Хобот, так же как и шатун, должен иметь возможность изменять длину, для того чтобы можно было шлифовать по хорде и через центр, а шатун -- чтобы можно было менять вынос поводка. Для изменения размаха меняется радиус кривошипа. В одних конструкциях радиус меняется перестановкой оси кривошипа в несколько отверстий, просверленных на разных расстояниях от центра кривошипа, в других возможно плавное перемещение кривошипа по направляющим.
На вал кривошипа надета звездочка для цепи Галя от велосипеда, на валу шпинделя 7 -- вторая звездочка. Очень важно, чтобы передаточное отношение между звездочками не равнялось целому числу (2, 3 и т. д.), чтобы шлифовальник двигался все время по различным азимутам, не проходя дважды по одному и тому же.
Во время обдирки и в меньшей степени по время тонкой шлифовки и полировки на поводок устанавливается достаточно большой груз 8. Его масса может достигать нескольких килограммов. Поэтому все узлы машины, особенно валы кривошипа и шпинделя, оси и хобот с шатуном должны быть достаточно жесткими.
Во время машинной обработки надо внимательнее следить за влажностью шлифовальника и зеркала. На машине они высыхают быстрее из-за более интенсивной работы. Высохший же абразив может стать причиной царапин, и более того, если зеркало присосется к шлифовальнику, поводок может выскочить из гнезда и повредить зеркало. Чтобы предотвратить последнюю неприятность, Р. Кокс предложил делать шайбу, наклеиваемую на зеркало, придавая ей форму, показанную
Рис. 96. Шлифовально-полировальные станки.
а) Общий вид шлифовально-полировального станка для зеркал диаметром до 150 мм. б) Кинематические схемы: 1--электродвигатель, 2-- кривошип, 3 -- шатун, 4--"хобот", 5--поводок, 6--обрабатываемое зеркало, 7 -- вертикальный шпиндель. в) Регулируемый кривошип. г) Шайба, наклеиваемая на зеркало.
на рис. 96, г. Как видно, если сейчас поводок выскочит из гнезда, он останется на шайбе.
Для того чтобы абразив легче распределялся по шифовальнику, Кокс предлагает добавлять в суспензию немного моющего средства типа стирального порошка.
Д. Д. Максутов приводит [3] формулу максимальной скорости вращения шпинделя шлифовальной машины при обработке зеркал разного диаметра:
об/мин,
где D -- диаметр зеркала в мм.
3. ЛИТЕЙНЫЕ РАБОТЫ В УСЛОВИЯХ ЛЮБИТЕЛЯ
Рис. 97. Разнимаемая на две половинки деревянная модель вилки.
Литье позволяет сравнительно простыми средствами получить детали достаточно сложной конфигурации. Для организации литья необходима электромуфельная печь. Металл расплавляется в тигле, который представляет собой стальную цилиндрическую или прямоугольную емкость со стенками 3--5 мм толщины. Для выемки тигля из печи нужны клещи с длинными ручками или сантехнический "французский" ключ достаточно большого размера. При выемке тигля с расплавленным алюминием или латунью надо быть крайне осторожным.
Для изготовления литейных форм из земли необходимо запастись литейным песком, который без особого труда можно достать в любом литейном цехе. Если же такого цеха поблизости нет, можно обойтись супесчаником, который представляет собой природную смесь песка и глины. Супесчаник немного увлажняется до такого состояния, когда он только начинает "держать" форму. Для проверки берем горсть супесчаника и сжимаем в руке. После этого земля должна сохранить в основном форму и следы морщин на руке. Чрезмерное количество воды крайне нежелательно, так как во время заливки металла будет выделяться пар, который образует в детали пустоты и раковины.
Наконец, нужно установить формовочный стол, на котором будут изготавливаться земляные формы. Этот
Рис. 98. Формовка
1 - опока, 2 -- формовочная земля, 3 -- модель, 4 - душник, 5 -трамбовка.
стол должен стоять в непосредственной близости к печи. Его поверхность должна быть достаточно гладкой.
Литье осуществляется в земляные формы, представляющие собой деревянные ящики без дна (опоки), набитые литейным песком (землей) с полостью, которую заполняет металл. Эти полости образуются с помощью моделей, изготавливаемых обычно из дерева. Для того чтобы металл попадал в форму, в земле делается литник, а для выхода горячего воздуха и газов из формы она снабжается выпорами, куда выходит и излишек металла.
Деревянные модели обрабатываются обычным инструментом по дереву и собираются на клею и гвоздях. Возможно применение в неответственных местах небольшого количества пластилина. Для того чтобы модель легко вынималась из земли, ее боковые поверхности имеют формовочные уклоны ("конусность"), вся модель перед началом формовки посыпается тальком (детской присыпкой).
Рис. 99. Накладывание второй половинки модели на первую.
1 -- модель, 2 -- штыри.
Рис. 100. Завершение формовки.
1 -- замки опок, 2 -- модели литника и выпоров.
Рис. 101, Укладка заформовываемых деталей. 1--заформовываемые детали.
Рис. 102. Заливка металла.
Порядок формовки и литья подробно показан на рис. 97--101. Кратко опишем его.
1. Устанавливаем на подмодельный стол одну из половинок модели (рис. 97).
2. Устанавливаем нижнюю опоку 1 (рис. 98), припудриваем модель 3 тальком. Через сито наносим на модель мелкий (облицовочный) песок или тальк. Насыпаем лопаткой формовочную землю 2 с трамбовкой сначала возле модели и стенок и углов опоки.
3. Засыпаем остальную часть земли с утрамбовкой сначала острым, а потом плоским концами трамбовки. Срезаем линейкой лишнюю землю сверху нижней опоки.
4. Накалываем душником 4 вентиляционные каналы вблизи модели.
5. Переворачиваем нижнюю опоку на 180є вместе с моделью.
6. Устанавливаем верхнюю часть модели с помощью штырей (рис. 99). Наносим на модель тальк.
Рис. 103. Отделка отлитой детали. 1 -- деталь, 2 -- выпоры, 3 -- удаляемая часть заформованной детали.
7. Устанавливаем по штырям верхнюю опоку (рис. 100), модель литника и модель выпоров.
8. После нанесения на модель сеяного через сито песка набиваем опоку землей, трамбуем, накалываем вентиляционные каналы, срезаем линейкой излишки земли сверху опоки.
9. Разнимаем опоки.
10. С помощью вворачиваемого в половинку модели шурупа вынимаем модель, осторожно постукивая по ее периметру.
11. Отделываем и производим мелкий ремонт обеих форм. Укладываем заформовываемые детали (рис.101), вынимаем модели литника и выпоров.
12. Накрываем нижнюю опоку верхней с совмещением их с помощью винтов (рис. 102). Затем форму надо тщательно просушить.
13. Заполняем форму расплавленным металлом, даем отливке остыть и вынимаем ее через 40--50 минут после залива металла
14. Зачищаем деталь (рис. 103) напильником с удалением ножовкой выпоров и литника 2.
При изготовлении деталей литьем возможна заформовка других деталей, сделанных из более тугоплавкого материала. Чаще всего это стальные оси, втулки, корпуса осей и т. п.