Л Сикорук - Телескопы для любителей астрономии
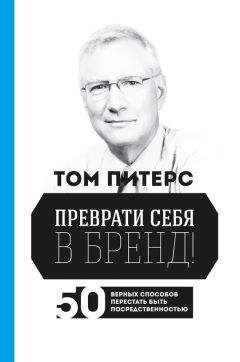
Рис. 92. Один из вариантов купола любительской обсерватории.
а) Конструкция. 1--каркас, 2--деревянная обрешетка, 3--обшивка кровельной сталью. б) Изгибание реек каркаса со склеиванием и сбиванием мелкими гвоздями. в) г--обрезиненный опорный ролик, 2--обрезиненный радиальный ролик.
Купол может быть склеен из стеклопластика. На специально приготовленном шаблоне склеивается сектор купола из стеклоткани, пропитанной эпоксидной смолой или полиэфирной смолой НП-1. Чтобы склеенный сектор легко снимался с шаблона, шаблон надо густо смазывать вазелином, автолом и т. п. Толщина слоя составляет-3-- 5 мм. Снятие с шаблонов секторы тщательно обрезаются по краю и склеиваются "в торец" с проклейкой изнутри полосами стеклоткани в 2--4 слоя. Купола получаются очень легкими и достаточно прочными.
Купол независимо от формы имеет люк -- прорезь почти от нижнего пояса купола до зенита. Ширина люка колеблется от 1/4 до 1/3 диаметра купола. Люки меньшей ширины неудобны во многих отношениях. Для небольших куполов пригодны две конструкции открывания люка. Первая из них представляет простые створки на шарнирах, которые откидываются на время наблюдений (рис. 90). Большим преимуществом створок, кроме их простоты, является то, что большая часть люка во время наблюдений может быть закрыта, защищая инструмент от ветра, а глаза от постороннего света.
Однако наиболее перспективно так называемое "забрало", которое по криволинейным направляющим с помощью тросов откатывается назад, почти не нарушая аэродинамики купола. Забрало сравнительно просто в
а)
б)
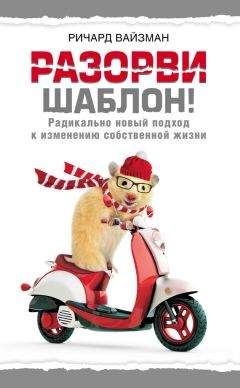
Рис. 93. Конструкция забрала.
а) Забрало откатывается на роликах по направляющим,
б) забрало уравновешено противовесами.
изготовлении, и потому практически все купола и профессиональных и любительских телескопов теперь снабжаются забралами. На рис. 93, а приведена конструкция простого любительского купола с забралом и пример конструктивного решения механизма движения забрала по направляющим. Можно упростить этот механизм (и заодно обращение с ним), как показано на рис. 93, б. Противовес делает возможным управление от руки даже сравнительно большим забралом.
ПРИЛОЖЕНИЯ
1. МЕТАЛЛИЧЕСКИЕ СТУПЕНЧАТЫЕ ШЛИФОВАЛЬНИКИ
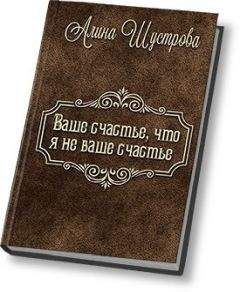
Рис. 94. Ступенчатый шлифовальник.
R -- радиус кривизны, х --высота ступеньки, d1, d2--диаметры ступенек.
Профессионалы обычно применяют металлические шлифовальники. Однако выточить сферический шлифовальник с необходимой точностью -- дело чрезвычайно трудное. Р. Кларк предложил [15], а А. С. Фомин существенно усовершенствовал [4, 6] метод изготовления ступенчатых шлифовальников, которые в первом приближении можно считать сферическими (рис. 94). В ходе шлифовки ступеньки довольно быстро сошлифо-вываются и шлифовальник быстро пришлифовывается к зеркалу.
Прежде всего надо рассчитать диаметры ступенек для заданной их высоты. Обычно высоту каждой ступеньки берут равной 0,05--0,1 мм, при этом пользуются формулой
где di -- диаметр ступеньки, R -- радиус кривизны, х -- высота ступеньки, считая от вершины шлифовальника.
Рассмотрим расчет диаметров ступенек на конкретном примере. Допустим, что нам необходимо изготовить шлифовальник для 150-миллиметрового зеркала с радиусом кривизны 2400 мм (фокусное расстояние 1200 мм). Выберем высоту ступенек равной 0,1 мм. Прежде всего вычислим, чему равно 8R. В нашем случае 8 * 2400 = 19200 мм. Эта величина остается постоянной для всех значений диаметров. Далее умножаем 19200 последовательно на 0,1, 0,2, 0,3 и т. д. и записываем результаты в третью колонку табл. 17 (8Rx). Из чисел третьей колонки извлекаем квадратный корень и результат записываем в четвертую колонку. Это и есть
Т а б л и ц а 17
No
х
8Rх
di
D0-di
1
0,1
1920
43,8
106,2 (центр шлифовальника).
2
0,2
3840
62,0
88,0
3
0,3
5760
75,9
77,7
4
0,4
7680
87,6
62,4
5
0,5
9600
98,0
52,0
6
0,6
11 520
107,3
42,7
7
0,7
13440
115,9
34,1
8
0,8
15360
123,9
26,1
9
0,9
17280
131,5
18,5
10
1,0
19200
138,6
11,4
11
1,1
21 120
145,3
4,7
12
1,2
23040
151,8
-
диаметры ступенек d1. Но при вытачивании шлифовальника на токарном станке нам удобнее пользоваться не размером диаметра ступеньки, а величиной подачи резца, которая равна разности между полным диаметром шлифовальника и диаметром каждой ступеньки. Величину поперечной подачи резца внесем в пятую колонку (D0-di).
В последней графе для высоты ступеньки 1,2 мм величина d1 получается равной 151,8 мм, т. е. больше диаметра шлифовальника, поэтому ограничимся 11-й ступенькой.
Как вытачивать выпуклый ступенчатый шлифовальник?
Устанавливаем в кулачках патрона станка плоскую алюминиевую, латунную, стальную или чугунную заготовку. Протачиваем край заготовки при продольной подаче резца. Закончив чистовую обработку, устанавливаем на лимбе барабана поперечной подачи "0" и надежно фиксируем барабан. В дальнейшем при вытачивании ступенек мы будем начинать движение резца от края заготовки или, иначе говоря, будем начинать вращать барабан поперечной подачи с нуля.
Закрепляем суппорт на продольных направляющих и с помощью верхней каретки подводим резец к плоской стороне заготовки. Обрабатываем, "торцуем" заготовку. После того как получится хорошая плоскость, устанавливаем на лимбе верхней каретки "0" и приступаем к вытачиванию канавок. Для этого, вращая барабан поперечной подачи против часовой стрелки, отводим резец за край заготовки, сделав лишние пол-оборота. Это нужно для того, чтобы во время движения резца к заготовке выбрать "мертвый" ход. Теперь подаем резец вдоль продольных направляющих с помощью барабана верхней каретки на 0,1 мм к передней бабке (влево) -- это высота первой ступеньки. Начинаем вращать барабан поперечной подачи по часовой стрелке, и резец начинает приближаться к заготовке. В тот момент, когда он коснется края, на лимбе барабана должен быть нуль. Теперь наша задача -- продвинуть резец настолько, чтобы диаметр ступеньки стал равен расчетному. Для этого подадим резец на величину, указанную в первой строке пятой колонки. Надо помнить, что действительное перемещение резца в два раза меньше того, что показывает лимб на барабан. Дело в том, что при перемещении резца, например, на 5 мм по радиусу заготовки ее диаметр уменьшается на 10 мм. На лимбе указаны изменения диаметра, а не радиуса, и так как в пятой колонке вычислено изменение диаметра, то мы можем отсчитывать на лимбе именно величины пятой колонки. Обычно один полный поворот барабана соответствует уменьшению диаметра на 10 мм. Поэтому, если в числах пятой колонки перенести запятую на один знак влево, целое число будет показывать число поворотов барабана по часовой стрелке, а дробь после запятой нужно отсчитывать по делениям барабана. Например, при вытачивании первой ступеньки надо сделать 10 полных оборотов барабана и, продолжая вращать барабан, отсчитать 62 деления на лимбе. При вытачивании шестой ступеньки надо сделать четыре полных оборота барабана и отсчитать на лимбе 27 и т. д.
Проточив первую ступеньку, возвращаем резец на место, отведя его несколько дальше края, как и в первый раз. Подаем резец еще на 0,1 мм к заготовке, вращая барабан верхней каретки, и опять подаем резец к центру заготовки по радиусу. На этот раз делаем по часовой стрелке восемь полных оборотов барабана и 80 делений отсчитываем на лимбе. Так, снимая по 0,1 мм и продвигая резец по радиусу с каждым разом все меньше и меньше, мы вытачиваем все 11 ступенек.
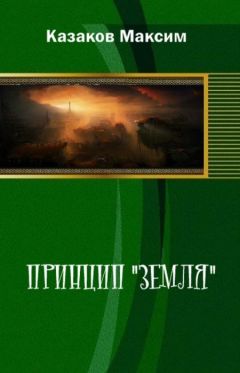
Рис. 95. Ступенчатый шлифовальник для 165-миллиметрового мениска.
Из-за большой кривизны мениска высота ступенек выбрана равной 0,5 мм. Обратите внимание на монотонно уменьшающееся расстояние между ступеньками от центра к краю.
Нужно следить за тем, чтобы резец был хорошо заточенным, а образующийся нагар нужно убирать сразу, как только резец отведен за край заготовки в исходное положенное. После окончания протачивания ступенек на краю шлифовальника надо сделать фаски. Ширина ступенек монотонно уменьшается к краям (рис. 95). Если в этой, легко обнаруживаемой закономерности окажутся один-два сбоя, то это не очень страшно, так как во время шлифовки образуется единая сферическая поверхность и одна из несошлифовавшихся канавок существенно не повлияет на форму зеркала. Обдирать заготовку зеркала можно сразу на ступенчатом шлифовальнике. Но, для того чтобы не "срезать" вершину шлифовальника, шлифовку надо вести как через центр, так и по хорде, следя из тем, чтобы ступеньки шлифовальника сошлифовывались одинаково по всей его поверхности. Однако можно начать обдирку зеркала и с помощью трубчатого шлифовальника, а уже потом начать шлифовку на шлифовальнике.
В заключение заметим, что толщина металлического шлифовальника должна быть такой же, как и толщина зеркала. Во-вторых, формула, приведенная в начале параграфа для вычисления диаметров ступенек, справедлива для параболоида. Так как наше зеркало очень мало отличается от параболоида, во время шлифовки этой разницей можно совершенно пренебречь. Однако в тех случаях, когда читатель захочет выточить ступенчатый шлифовальник для шлифовки линз большой кривизны, придется воспользоваться точной формулой для сферы, так как при значительных радиусах кривизны отступления параболоида от сферы значительны. В этом случае диаметр ступеньки вычисляется по формуле