Юрий Подольский - Гравировальные работы. Техники, приемы, изделия
Пуансоны и матики применяются на завершающем этапе граверных работ.
С помощью пуансонов в металле выбивают простейшие элементы узора в виде лепестков, елочек и всевозможных завитков. Рельефное изображение на рабочей части пуансона вырезает сам гравер металлографическими резцами. Перед гравировкой металл пуансона отпускают, а по ее окончании закаляют вновь.
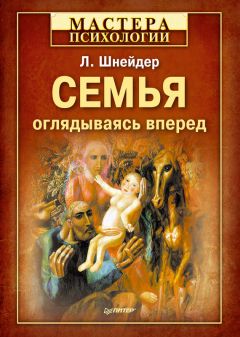
После окончания гравирования всевозможных печатей и клейм поля между строчками, буквами и прочими обозначениями обычно получаются неровными от ударов штихелем. Красивый внешний вид изделиям придают грунтовальные чеканы или матики. Матики – это чеканы с рифленой насечкой рабочей части, предназначенные для фактурной обработки металлической поверхности, например фона (рис. 5, д). Материалом для их изготовления служат прутки квадратной пятимиллиметровой стали У8. Затылок этих инструментов делается плоским (под удар молотка), а рабочая часть со всех четырех сторон запиливается слегка на конус. На торце этого конуса гравируют пересекающиеся углубленные линии. Рельефную фактуру на рабочем торце матика можно получить и другим способом. Торцовую часть стержня устанавливают на насечку напильника и ударом молотка по ударной части получают рельефный оттиск. После механической обработки матики закаливают.
При изготовлении цифровых или буквенных пуансонов и клейм граверы используют еще один вид инструмента – зеки. Зеки различной формы применяют для внутренней выемки металла в буквах и цифрах. Делается зека из прутковой квадратной стали марки У8 сечением от 5 до 8 мм и длиной 60–70 мм. Рабочей части зеки с помощью гравирования придают форму внутреннего контура выемки (например, буквы О), а боковые грани у рабочего конца опиливают (рис. 5, г). Ударную часть зеки подрезают, а кромки опиливают. После механической обработки рабочий конец зеки подвергают термообработке.
Рис. 5. Специальный граверный инструмент: а – зубильце (подборник); б – работа подборником; в – сечки; г – зека для буквы О; д – матики; е – пространственный угольник-притир для доводки пуансонов.
Кроме различного рода резцов, в граверном деле могут использоваться разнообразные штампы. Штамп – инструмент для обработки материалов давлением при пластической деформации (штамповании) заготовки. Основными элементами штампа являются пуансон и матрица. Пуансон – штамп с рельефным изображением букв, знаков и т. п. для выдавливания изображения при изготовлении матриц для наборных машин и других изделий.
Для того чтобы большое число цифр, букв и других знаков размером от 1,5 до 10 мм не гравировать вручную, на штампах, таблицах или шильдиках их набивают различными пуансонами, наборы которых граверы обычно изготавливают сами. Более крупные цифры и буквы штампуют на прессе специальными штампами. Угол заточки пуансона должен составлять ровно 90° относительно его оси, поэтому при изготовлении пуансонов для контроля перпендикулярности рабочей поверхности к оси пуансона следует пользоваться пространственным угольником (рис. 5, е). Заготовку будущего пуансона плотно прижимают рукой к внутреннему углу угольника, ставят на доводочный брусок и, прижимая его к поверхности, делают прямолинейные движения до тех пор, пока на рабочей поверхности пуансона не появится равномерный блеск по всей площади.
Отделку сложных вогнутых поверхностей производят рифлевками, представляющими собой напильники и надфили с различными радиусами изгиба, профилями и насечками разной частоты. Перед тем как придать надфилю задуманную форму, его накаляют на огне докрасна, затем дают медленно остыть и обматывают его рабочую часть изоляцией. Это необходимо для того, чтобы при гибке не повредить насечку. Хвостовик надфиля зажимают в тисках и изгибают рабочую часть круглогубцами. Можно применить любой другой способ гибки, например в колодке. Но во всех случаях нужно действовать осторожно. Готовые рифлевки закаляют так же, как и клинки штихелей.
Шабер применяется как для чистовой отделки металлических поверхностей, так и для удаления случайно проведенных порезок и царапин на гравируемой поверхности. Наиболее ходовыми являются трехгранные и четырехгранные шаберы. Если приобрести шабер заводского изготовления не удастся, то его можно изготовить из трехгранного или четырехгранного напильника, сточив с него насечку.
Лощильник, он же гладилка или полировальник, предназначен для полирования отдельных участков металла, особенно после обработки их шабером. Рабочей частью этого инструмента тщательно притирают поверхность, сглаживая следы работы резца. Рабочая часть лощильника должна быть тщательно отполирована. Удобные надежные сферические лощильники можно сделать из шариков от подшипников качения. Шарик приваривают к стальному стержню-хвостовику, который затем насаживают на деревянную рукоятку.
Вспомогательные принадлежности
Одним из основных приспособлений, относящихся к оснащению рабочего места гравера и используемых при ручном гравировании, является кожаная подушечка (кранц), набитая песком (рис. 6, а). Она служит как для гашения звуков от ударов молотка по инструменту, так и для удобства в работе: заготовки, как плоские, так и сложной формы, при гравировании укладывают на эту подушку. Без такой подушки трудно сделать чистые ровные круговые штрихи на гравируемой детали и даже просто ровно поставить объемную заготовку. Подушку можно сделать из двух лоскутов кожи, брезента или дерматина.
Наиболее прочная и надежная подушка – кожаная. Для ее изготовления можно использовать куски кожи толщиной 3–4 мм, например от старых голенищ. Из выбранного материала надо вырезать два круга диаметром 180–200 мм, сложить их вместе лицевой стороной внутрь и сшить дратвой сапожным ровным швом, отступая 5 мм от края. При этом несшитым оставляют небольшое отверстие, через которое выворачивают мешок лицевой стороной вверх. Мешок еще раз прошивают по краям, оставив незашитым лишь такое отверстие, в которое с некоторым усилием мог бы войти кончик воронки. Мешок замачивают в теплой воде (примерно 40–50 °С) на 20 мин. Затем его вынимают из воды и отжимают. Черед воронку во влажный кожаный мешок насыпают промытый и хорошо просушенный речной песок. Наполнив подушку песком как можно полнее, зашивают отверстие. После высыхания кожа сожмется и подушка станет тугой. Этим же способом изготавливается кожаная манжета, служащая опорой шаровым тискам.
В качестве вспомогательного инструмента применяют также различные призмы (одна из них показана на рис. 6, б, другие – на рис. 1) и приспособления для фиксации заготовок. В частности, листовые пластинки, а также мелкие изделия для удобства гравирования предварительно прикрепляют к доске, по размерам превосходящей изделие. Для этого пользуются канифолью, сургучом или любой другой смолой. Делается это так.
Рис. 6. Вспомогательный инструмент гравера: а – подушка с песком (кранц); б – призма; в – шаровые тиски; г – гравировальная колодка; д – граверный молоток.
В одной руке держат над доской кусок смолы, другой рукой подносят зажженную спичку. Расплавленная смола, капая, заливает поверхность доски. Затем, положив металлическую пластинку лицевой стороной на электроплитку, накрывают ее просмоленной стороной доски. Соприкасаясь с горячим металлом, смола плавится, и пластинка вдавливается в нее. После этого доску с пластинкой быстрым движением снимают с электроплитки и охлаждают, прижав к какой-либо металлической поверхности. Аналогичным образом готовое изделие потом снимают с доски: укладывают металлической пластиной на электроплитку, нагревают и легко разделяют доску и горячее изделие.
Крупные металлические пластины прибивают к доске по краям мелкими гвоздями. Доску с прикрепленной тем или иным способом пластиной обычно для удобства в работе кладут на подушку-кранц.
Объемные предметы при производстве гравировочных работ зажимают в специальные приспособления: шрабкугель или колодки.
Шрабкугель (рис. 6, в), т. е. шаровые тиски, представляет собой чугунный шар массой до 15 кг и диаметром 130 мм. Сверху шара срезан сегмент и вырезан паз, в котором размещено зажимное приспособление для установки и закрепления заготовки, состоящее из двух пластин. На одной из пластин укреплены два направляющих стержня с надетыми на них пружинами. Благодаря пружинам пластины после освобождения зажимаемых в них деталей возвращаются в исходное положение. Прежде чем зажать в тисках какую-либо деталь, внизу между пластинами вставляют металлическую прокладку, соответствующую ее габаритам. Зажимное приспособление приводится в действие крупношаговым винтом, ввинченным сбоку корпуса. Зажимной винт имеет на конце кольцо, в которое вставляют штырь, если необходимо более прочно зажать гравируемую деталь. Во время работы под шрабкугель подкладывают описанную выше подушку-кранц или кольцевую подушку, устроенную подобным же образом, но имеющую вид тора (бублика). Установленные на подушке тиски легко принимают любое положение: их можно поворачивать, наклонять, так чтобы закрепленные в тисках деталь или изделие принимали удобное для гравирования положение. Например, при гравировании на детали кривых линий тиски вместе с деталью равномерно поворачивают навстречу штихелю.