Николай Звонарев - Домашний слесарь
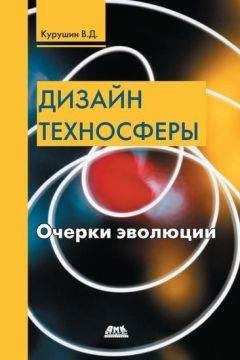
Рис. 7. Напильники (а) и шаберы (б)
Кроме цельных шаберов, в последнее время применяют и сменные, состоящие из держалки и вставных пластин. Режущими лезвиями таких шаберов могут служить пластинки инструментальной стали, твердого сплава и отходы быстрорежущей стали. Шаберы не стандартизированы. Они изготовляются из инструментальной углеродистой стали У10А и У12А с последующей закалкой.
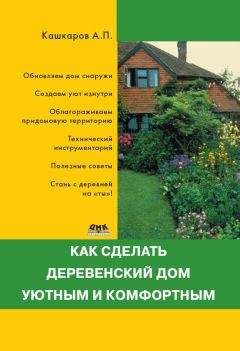
Отвертки (рис. 8, а) применяются для завинчивания и отвинчивания винтов и шурупов, имеющих прорезь (шлиц) на головке. Они подразделяются на цельнометаллические с деревянными щечками, проволочные, коловоротные, специальные и механизированные. Отвертка состоит из трех частей: рабочей части (лопатки), стержня и ручки. Выбирают отвертку по ширине рабочей части, которая зависит от размера шлица в головке шурупа или винта.
Ключи гаечные являются необходимым инструментом при сборке и разборке болтовых соединений. Головки ключей стандартизированы и имеют определенный размер, который указывается на рукоятке ключа. Размеры зева (захвата) делаются с таким расчетом, чтобы и зазор между гранями гайки или головки болта и гранями зева был от 0,1 до 0,3 мм.
Гаечные ключи разделяют на простые одноразмерные, универсальные (разводные) и ключи специального назначения.
Простые одноразмерные ключи бывают плоские односторонние и плоские двусторонние (рис. 8, б); накладные глухие; для круглых гаек; торцовые изогнутые и прямые. Торцовые ключи прямые и изогнутые (рис. 8, в) применяются в тех случаях, когда гайку невозможно завинтить обычным ключом.
Рис. 8. Отвертка (а) и гаечные ключи (б, в, г)
Простыми одноразмерными ключами можно завинчивать гайки только одного размера и одной формы. Раздвижные (разводные) ключи (рис. 8, г) отличаются от простых ключей тем, что они могут применяться для отвинчивания или завинчивания гаек различных размеров. Они имеют размеры зева от 19 до 50 мм при различных длинах рукояток.
Специальные ключи носят название по роду применения, например ключ под вентиль, ключ к гайке муфты и т. д., а также для работы в труднодоступных местах.
Ножовка ручная обычно применяется для разрезания металла, а также для прорезания пазов, шлицев в головках винтов, обрезки заготовок по контуру и т. п. Ножовочные станки бывают цельными и раздвижными. Последние имеют то преимущество, что в них можно крепить ножовочные полотна различной длины.
Использование рассмотренного выше ручного инструмента связано с трудоемкой и малопроизводительной работой, тем не менее до сих пор еще многие слесари применяют только ручной инструмент, в то время как значительная доля слесарных работ может быть механизирована путем использования различных стационарных и переносных машин, а также электрических и пневматических инструментов.
Применение таких инструментов позволяет значительно повысить производительность труда. Так, например, завертывание болтов и гаек при помощи механизированного гайковерта производится в
4 – 10 раз быстрее, чем вручную обычным гаечным ключом; зачистка поверхностей с помощью переносных шлифовальных машинок осуществляется в 5 – 20 раз быстрее, а шабрение механизированным шабером в 2–3 раза быстрее, чем ручные операции шабрения.
Механизированные ручные инструменты можно разделить по видам операций, для выполнения которых они предназначены, на инструменты для рубки и разрезания металлов, опиливания, шлифования и зачистки деталей, обработки отверстий, нарезания резьбы, шабрения и притирки, для сборки резьбовых соединений и т. п.
В зависимости от типа двигателя различают инструменты электрифицированные, питаемые электрическим током, и пневматические, действующие от сжатого воздуха.
Механизированный ручной инструмент подразделяют также по характеру движения рабочего органа – шпинделя – на инструмент с вращательным и с возвратно-поступательным движением рабочего органа.
Среди механизированных инструментов электрического действия наибольшее применение находят электрогайковерты, электрошпильковерты, электродрели, шлифовальные и полировальные машины, электронапильники, резьбонарезатели; к инструментам пневматического действия относятся: гайковерты, механические отвертки, молотки, сверлильные машинки и др.
В зависимости от конструкции корпуса различают ручной механизированный инструмент с нагрудником, с рукояткой, пистолетного типа и угловой.
Устройство и действие различных видов механизированных инструментов рассматриваются при описании слесарных операций, в которых они применяются.
Контрольно-измерительные инструменты
Правильность необходимых размеров и формы деталей в процессе их изготовлении проверяют штриховым (шкальным) измерительным инструментом, а также поверочными линейками, плитами и пр.
Поэтому, кроме типового набора рабочего инструмента, слесарь должен иметь контрольноизмерительные инструменты. К ним относятся: масштабная линейка, рулетка, кронциркуль и нутромер, штангенциркуль, угольник, малка, транспортир, угломер, поверочная линейка и т. п.
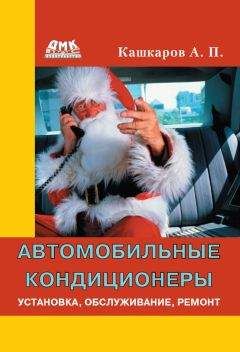
Масштабная линейка имеет штрихи-деления, расположенные друг от друга на расстоянии 1 мм, 0,5 мм и иногда 0,25 мм. Эти деления и составляют измерительную шкалу линейки. Для удобства отсчета размеров каждое полусантиметровое деление шкалы отмечается удлиненным штрихом, а каждое сантиметровое – еще более удлиненным штрихом, над которым проставляется цифра, указывающая число сантиметров от начала шкалы. Масштабной линейкой производят измерения наружных и внутренних размеров и расстояний с точностью до 0,5 мм, а при наличии опыта – и до 0,25 мм. Масштабные линейки изготовляют жесткими или упругими с длиной шкалы в 100, 150, 200, 300, 500, 750 и 1000 мм, шириной 10–25 мм и толщиной 0,3–1,5 мм из углеродистой инструментальной стали марок У7 или У8.
Приемы измерения масштабной линейкой показаны на рис. 9.
Рис. 9. Масштабные металлические линейки и приемы измерения ими
Рулетка представляет собой стальную ленту, на поверхности которой нанесена шкала с ценой деления 1 мм (рис. 10). Лента заключена в футляр и втягивается в него либо пружиной (самосвертывающиеся рулетки), либо вращением рукоятки (простые рулетки), либо вдвигается вручную (желобчатые рулетки). Самосвертывающиеся и желобчатые рулетки изготовляются с длиной шкалы 1 и 2 м, а простые – с длиной шкалы 2, 5, 10, 20, 30 и 50 м. Рулетки применяются для измерения линейных размеров: длины, ширины, высоты деталей и расстояний между их отдельными частями, а также длин дуг, окружностей и кривых. Измеряя окружность цилиндра, вокруг него плотно обертывают стальную ленту рулетки. При этом деление шкалы, совпадающее с нулевым делением, указывает нам длину измеряемой окружности. Такими приемами пользуются обычно при необходимости определить длину развертки или диаметр большого цилиндра, если непосредственное измерение его затруднено.
Рис. 10. Рулетки:
а – кнопочная самосвертывающаяся, б – простая, в – желобчатая, вдвигающаяся вручную
Для переноса размеров на масштабную линейку и контроля размеров деталей в процессе их изготовления пользуются кронциркулем и нутромером.
Кронциркуль применяется для измерения наружных размеров деталей: диаметров, длин, толщин буртиков, стенок и т. п. Он состоит из двух изогнутых по большому радиусу ножек длиной 150–200 мм, соединенных шарниром (рис. 11, а). При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой детали и перемещались по ней с небольшим усилием. Размер детали определяют наложением ножек кронциркуля на масштабную линейку.
Более удобным является пружинный кронциркуль (рис. 11, б), ножки такого кронциркуля под давлением кольцевой пружины стремятся разойтись, но гайка 2, навернутая на стяжной винт 3, укрепленный на одной ножке и свободно проходящий сквозь другую, препятствует этому. Вращением гайки 2 по винту 3 с мелкой резьбой устанавливают ножки на размер, который не может измениться произвольно. Точность измерения кронциркулем 0,25 – 0,5 мм.
Рис. 11. Кронциркуль и нутромер. Способы измерения
Изготовляют его из углеродистой инструментальной стали У7 или У8, а измерительные концы на длине 15–20 мм закаливают.
Нутромер служит для измерения внутренних размеров: диаметром отверстий, размеров пазов, выточек и т. п. На рис. 11, а, б показаны обыкновенный и пружинный нутромеры. В отличие от кронциркуля он имеет прямые ножки с отогнутыми губками. Устройство нутромера аналогично устройству кронциркуля.
При измерении диаметра отверстия ножки нутромера разводят до легкого касания со стенками детали и затем вводят в отверстие отвесно. Замеренный размер отверстия будет соответствовать действительному только в том случае, когда нутромер не будет перекошен, т. е. линия, проходящая через концы ножек, будет перпендикулярной оси отверстия. Отсчет размера производится по измерительной линейке; при этом одну ножку нутромера упирают и плоскость, к которой под прямым углом прижата торцовая грань измерительной линейки, и производят по ней отсчет размера (рис. 11, в). На рис. 11, г показано измерение развода ножек нутромера при помощи штангенциркуля. При этом обеспечивается большая точность (до ±0,1 мм), чем при отсчете по линейке.